Linklong

中文
English
Español







WHRS Waste Heat Recovery System Heat Exchanger
Industrial waste heat recovery equpment includes: flue gas waste heat recovery, cooling medium waste heat recovery, waste steam waste heat recovery, chemical reaction waste heat recovery, high temperature product and slag waste heat recovery, and combustible waste gas waste heat recovery. According to the characteristics of energy transfer or transformation in the process of waste heat utilization, the current domestic industrial waste heat recovery technology can be divided into heat exchange t
WHRS Waste Heat Recovery System Heat Exchanger
Principle and function of waste heat recovery equipment
The exhaust recovery device uses the principle of thermodynamics to convert the waste heat generated in the industrial production process into usable heat energy. The waste heat boiler economizer absorbs the waste heat generated in the industrial production process, converts it into steam or heat energy, and then converts it into useful work such as mechanical energy or electrical energy. The waste heat recovery device is mainly composed of heat exchanger, condenser, evaporator, compressor and other parts.
The function of the waste heat recovery device is to recover the waste heat generated in the industrial production process and convert it into thermal energy. Waste heat recovery unit can effectively reduce energy consumption, reduce environmental pollution, and improve energy utilization efficiency. In industrial production, waste heat is a wasted energy, and the waste heat recovery devices can convert it into usable heat energy, thereby reducing energy consumption and environmental pollution.

Waste heat recovery economizer media
The medium of the waste heat recovery system mainly includes water, air, steam, etc. Water is one of the most commonly used media due to its good heat transfer properties and low cost. However, water can also cause problems such as corrosion and fouling, which can affect the performance of waste heat recovery units. Air is an inexpensive medium, but it has low heat transfer properties. Steam is an efficient medium, but it requires high cost and large space.

Features of boiler waste heat recovery device
The core heat exchange element of the condensing waste heat recovery equipment is stainless steel SUS304/316L high-frequency finned tube. Reasonable fin arrangement increases the heat exchange area, so it has the characteristics of large heat transfer capacity and high heat transfer efficiency.
Excellent heat exchange effect, the temperature of the flue gas after heat exchange is only 20°C higher than that of the hot water outlet.
The reasonable design structure makes the running resistance of the equipment small, about 80-120Pa, which does not affect the working conditions of the original boiler.
Install a thermocouple at the water outlet, and control the water replenishment volume of the recycler through the thermocouple data, which can realize automatic control of the outlet water temperature.
A water level control system is installed on the water tank, and a control cabinet is used to control the water level, which is safe and energy-saving.
As shown in the figure below: the boiler flue gas scours the heat exchange tubes, and the heat exchange tubes are arranged in fork rows. The high-temperature flue gas generates turbulent flow in the heat exchanger. At the same time, the reasonable flue gas velocity is designed to make it the best convective heat transfer.
A-Schematic diagram of finned tube heat transfer

B- flue gas turbulence diagram

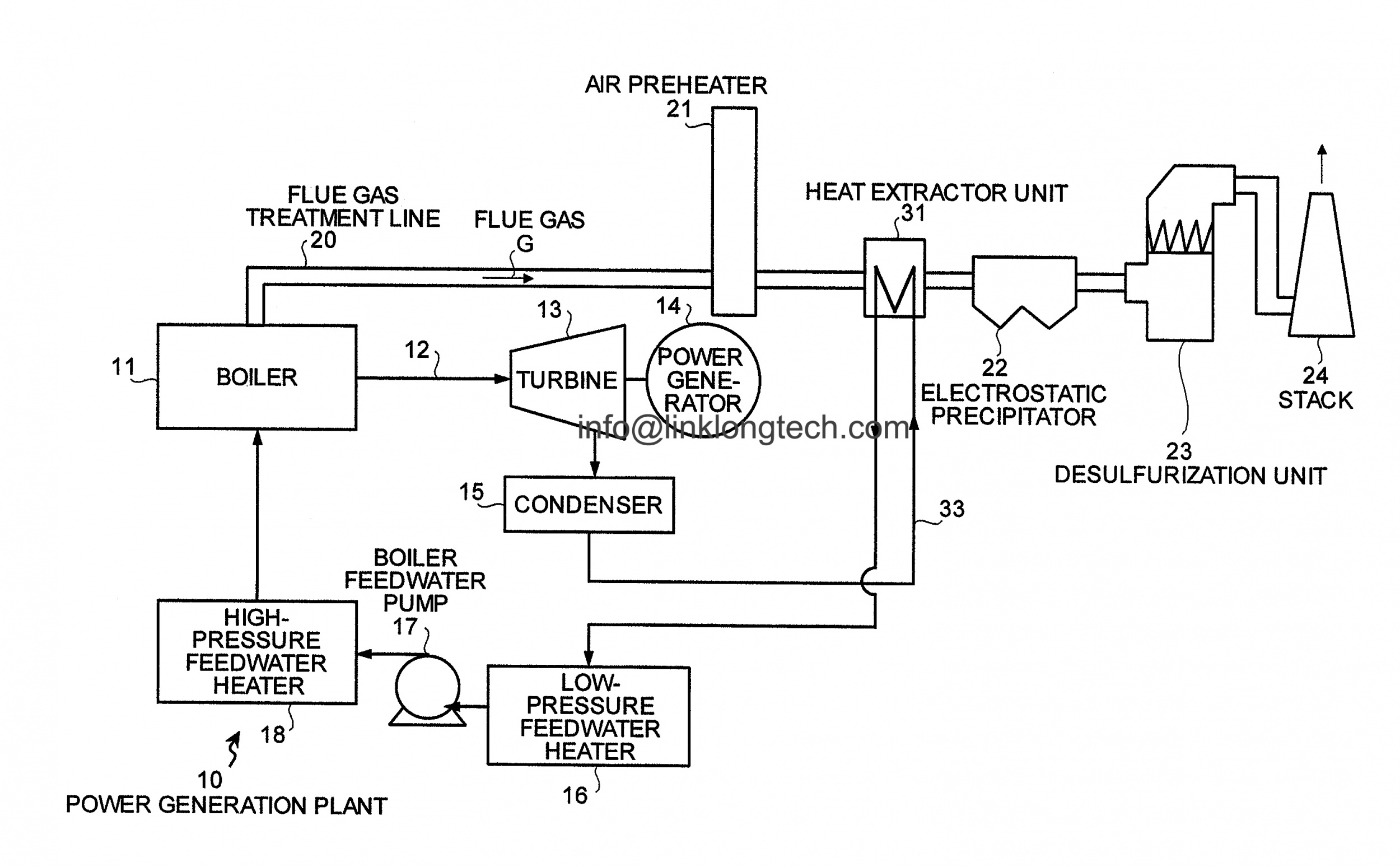
C-system flow/schematic diagram
Specification of exhaust heat recovery unit
Pipe diameter | Tube Materials | Pitch spacing | Row spacing | Fin materials | Sheet spacing |
Copper pipe Internal thread pipe White nickel copper pipe Aluminum pipe Stainless steel pipe (304, 316L) | 25.4mm 25mm | 22mm 21.65mm | Bare aluminum foil Hydrophilic aluminum foil Epoxy anticorrosive aluminum foil Copper foil | 1.5-12mm | |
Copper pipe Internal thread pipe White nickel copper pipe Aluminum pipe Stainless steel pipe (304, 316L) | 31.75mm | 27.5mm | Bare aluminum foil Hydrophilic aluminum foil Epoxy anticorrosive aluminum foil Copper foil | 2.0-8.0mm | |
Copper pipe White nickel copper pipe Aluminum pipe Stainless steel pipe (304,316L) | 38.1mm
| 33mm | Bare aluminum foil Hydrophilic aluminum foil Epoxy anticorrosive aluminum foil Copper foil Stainless steel sheet | 2.0-14mm | |
Copper pipe Plain pipe Stainless steel pipe (304,316L) | 60mm | 59.5mm | Bare aluminum foil Hydrophilic aluminum foil Epoxy anticorrosive aluminum foil Copper foil Stainless steel sheet | 2.0-8.0mm |
Advantages of Boiler Waste Heat Recovery System
The main advantages of waste heat recovery equipment are as follows:
High efficiency and energy saving: It can improve energy utilization efficiency and convert the waste heat generated in the industrial production process into useful heat energy, thereby reducing energy consumption.
Environmental protection: it can reduce waste gas and waste water discharge in the process of industrial production, thereby reducing environmental pollution.
Compact structure: Heat recovery steam generator is convenient to install the equipment in a limited space.
Small footprint: TWaste heat recovery unit occupies a small footprint, thereby reducing construction costs.

Boiler waste heat recovery and utilization engineering application field
Waste heat recovery heat exchangers are widely used, mainly used in sludge drying, waste heat recovery and utilization, waste battery treatment, garbage incineration treatment, domestic hot water, industrial electroplating heating, industrial PCB circuit board electroplating heating, medical biotechnology heating, Drying of furniture and furniture, drying of Chinese herbal medicines, drying of agricultural products, etc.
In the electric power industry, the waste heat recoverer can be applied in the boiler economizer to convert the heat in the exhaust gas discharged from the boiler into steam, thereby reducing energy consumption.
In the iron and steel industry, waste heat recovery system can be applied to waste heat recovery and utilization of waste gas to convert the heat in the waste gas generated in the steel production process into steam, thereby reducing energy consumption.
In the chemical industry, the flue gas waste heat recovery device can be applied to the boiler waste heat recovery device to convert the heat in the exhaust gas discharged from the boiler into steam, thereby reducing energy consumption.
In the paper industry, the waste heat recovery unit can be applied to the transformation of the head heating system on the paper machine to convert the heat in the exhaust gas into steam, thereby reducing energy consumption.
100% Test Before Shipment
All heat exchangers should be tested according to customers' requirements before shipment to ensure it withstand pressure and does not leak.

Previous : Fin Tube Flue Gas Heat Recovery Unit Heat Exchanger
Next : VOC Exhaust Heat Recovery Device WHRS Waste Heat Recovery System


 Copy product links
Copy product links
 Long by picture save/share
Long by picture save/share
INQUIRY


Add Successfully
INQUIRY
Add Successfully
More Products

Steam Coils 304 316 Stailess Steel Coils

Steam Stailess Steel Coils-副本

Titanium Condenser Coil Corrosion Resistant Condenser

Mining Immersion Cooling System V-type Dry Cooler

Immersion Cooling System Dry Cooler Database Server Dry Cooler

VOC Exhaust Heat Recovery Device WHRS Waste Heat Recovery System

WHRS Waste Heat Recovery System Heat Exchanger

Fin Tube Flue Gas Heat Recovery Unit Heat Exchanger

Corrosion resistance evaporator anticorrosion evaporator coils

Epoxy resin aluminum evaporator corrosion-resistant evaporator coils

Stainless Steel Tube Fin Evaporator Coil for Waste Heat Recovery Unit

Flue Gas Heat Recovery Device Fin Tube Heat Exchanger

点击右上角
分享给朋友吧
Linklong
Foshan Linklong Technology Co., Ltd is one of
a professional fin tube heat exchanger coils manufacturer in China, specializing in production and sales of fin pipe heat exchange coils, such as, fin tube evaporator coils, finned tube condenser coils, dry air cooler, dry cooling coils, reheat coil, fintube air cooler, fin tube coils, finned coils, waste heat recovery system(WHRS) and related finned tube heat exchangers.
Copyright ©2023 Foshan LinklongTechnology Co., Ltd

Linklong
Copyright © 2023 Foshan Linklong Technology Co., Ltd
All rights reserved.

